
 产品分类
产品分类





相关商品

品牌:上工
型号:0-200mm
测量范围(mm):0-200mm
型号:不锈钢
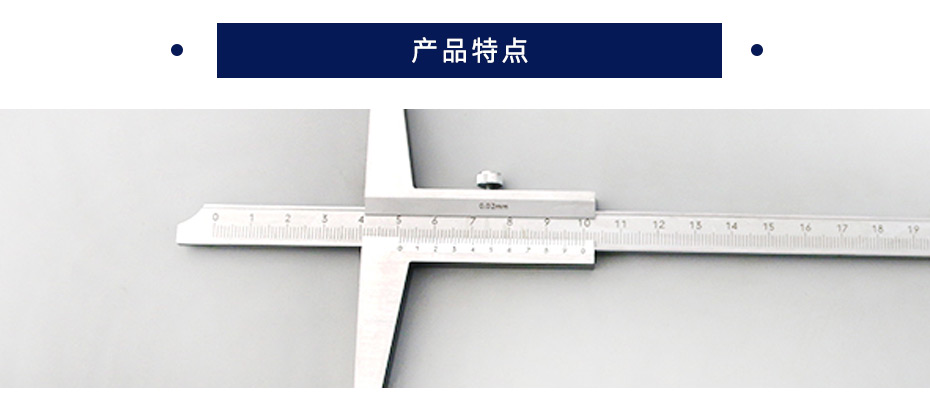
用于测量零件的深度尺寸或台阶高低和槽的深度。如测量内孔深度时应把基座的端面紧靠在被测孔的端面上,使尺身与被测孔的中心线平行,伸入尺身,则尺身端面至基座端面之间的距离,就是被测零件的深度尺寸。它的读数方法和游标卡尺完全一样。

测量时,先把测量基座轻轻压在工件的基准面上,两个端面必须接触工件的基准面,测量轴类等台阶时,测量基座的端面一定要压紧在基准面,,再移动尺身,直到尺身的端面接触到工件的量面(台阶面)上,然后用紧固螺钉固定尺框,提起卡尺,读出深度尺寸。多台阶小直径的内孔深度测量,要注意尺身的端面是否在要测量的台阶上,当基准面是曲线时,,测量基座的端面必须放在曲线的最高点上,测量出的深度尺寸才是工件的实际尺寸,否则会出现测量误差。
